
外観検査とは?製薬業界における役割や方法を解説

製薬業界において製品の品質保証は最優先事項です。不良品が市場に出回れば患者様に危害がおよび、企業の信頼も損なわれます。
こうしたリスクを防ぐため、製造工程の最終段階で行われる外観検査は重要な役割を担っています。外観検査では人の目による目視検査が一般的ですが、ヒューマンエラーや作業負荷など課題も多く、近年は検査工程の自動化も進んでいます。
本記事では、製薬企業の担当者向けに外観検査の概要や実施方法の種類、最新技術の動向を解説します。外観検査を成功させるための実践ポイントも紹介するので、自社の品質向上と検査効率化にお役立てください。
{kind=link}

日本最大級!950社出展・セミナー320講演
医薬品・化粧品・再生医療に関する専門技術展
会期:2026年5月20日(水)~22日(金) 会場:幕張メッセ
外観検査とは?
はじめに、用語の定義や実施目的、対象製品といった外観検査の概要を解説します。
用語の定義
外観検査とは、製品の外観に関する品質を評価する検査工程です。製品の形状、色、寸法、表面状態などを検査し、製品仕様から逸脱していないかを確認します。
製薬業界において、外観検査は錠剤やカプセル、容器、包装材料などの外観に異常がないかを確認する重要な工程です。
外観検査では、具体的に以下のような不良を検出します。
- 異物混入(金属片、繊維、塵埃など)
- 形状不良(欠け、変形など)
- 印刷不良(文字かすれ、位置ずれなど)
- 色調異常(変色、色むらなど)
- 傷や汚れ
- 寸法異常(サイズ不良など)
外観検査の主な対象
製薬業界における外観検査の主な対象は以下の通りです。
1. 原薬・医薬品
- 錠剤:欠け、割れ、変色、異物付着など
- カプセル:カプセルの変形、接合不良、内容物の漏れなど
- 注射剤:異物混入、容器の傷、ラベルの不備など
2. 容器・包装材料
- PTP包装:シール不良、印刷不良など
- ガラス容器:ひび、欠け、異物など
- ラベル:印刷不良、貼付位置の不良など
3. 製造設備
- 製造ライン:清浄度の確認、異物混入リスクの評価(洗浄バリデーションという厳格な検査への適合が求められる)
- 充填機器:残留物の確認、部品の欠損チェック
外観検査の実施目的
また、外観検査の目的は主に以下の4つです。
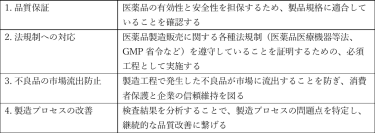
外観検査は出荷判定を左右し、企業の信頼にも直結するため、慎重かつ厳密な対応が求められます。また、外観検査後は検査結果を基に継続的な品質改善を行い、変更管理も速やかに実施することが重要です。
外観検査の方法と特徴

外観検査には、主に「目視検査」と「自動検査」の2つの方法があります。さらに近年では、ディープラーニングを用いたAIによる検査方法の実用化も進んでいます。それぞれの特徴やメリット・デメリットについて解説します。
目視検査
目視検査は、検査員が製品を直接目で見て良否を判断する最も基本的な外観検査の方法です。製薬業界では、特に無菌製剤や注射剤において重要な検査方法として位置付けられています。
メリット:
- 特別な機械や設備を必要とせず、人手さえ確保できればすぐに開始できる
- 初期コストがかからないため導入しやすい
- 機械では感知できないような想定外の不良に気付ける場合もある
- 複数の要素を同時に評価し、微妙な質感や光沢の違いなども含めた総合的な判断ができる
デメリット:
- ヒューマンエラーが発生しやすい
- 検査員によって判断基準にばらつきが生じやすい
- 人によって不良の見逃しや過検出(良品の誤判定)が起こる恐れがある
- 低効率になりやすい
- 大量生産には対応しづらい
自動検査
自動検査は、機械やセンサー、画像処理技術などを用いて製品の外観を自動的に検査する方法です。製品を撮影した画像をコンピュータで解析し、不良品を自動的に検出・排除します。
メリット:
- 高速な処理が可能であり、大量生産ラインに適している
- 検査員ごとの検査基準のバラつきをなくすことができる
- 人間の目では見落とすような微細なキズや極小異物などの不良も検知が可能
- 検査結果を自動的に記録・保存でき、傾向分析や統計処理が容易になる
デメリット:
- 検査装置の導入に初期費用がかかる
- あらかじめ定めた検査項目以外の不良は見逃されるリスクがある
- 機器の定期点検・校正やソフトウェアの更新対応など、検査精度を維持するためのメンテナンスが必要
- 新製品や仕様変更に対応するために、プログラムの変更や設定の調整が必要
ディープラーニングやAIの活用
近年、外観検査にAI技術、特にディープラーニングを活用する取り組みが進んでいます。これにより、従来の画像処理技術では困難だった複雑な不良判定や微細な異常検出が可能となっています。
メリット:
- 人間のように柔軟な判断と機械の一貫性を兼ね備えた検査が可能になる
- 検査データの蓄積により継続的に精度が向上し、新たな不良パターンも学習によって対応可能
- 熟練検査員の判断基準を学習し、システムに取り込むことが可能
- 同じシステムを異なる製品にも適用しやすく、学習データの追加で新製品にも対応可能
デメリット:
- システム導入と学習用データセット構築に多大な投資が必要
- 精度の高いAIモデルを構築するには、大量の良質な学習データ(不良サンプルを含む)が必要
- システムの構築や運用には、AI技術に関する専門知識を持った人材が必要
外観検査の基準と品質管理
外観検査における評価基準と品質管理の具体的な方法について解説します。
一貫した基準設定(過検出や見逃しの防止)
外観検査においては、品質の均一性を確保するために一貫した評価基準の設定が不可欠です。これにより、過検出(問題のない製品を不良と判断すること)や見逃し(不良製品を良品と判断すること)を防止できます。
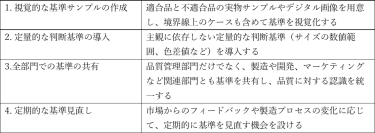
基準設定のポイントは以下の4つです。
- 明確な適否判定基準の策定
- 標準見本と不良見本の活用
- 良品と不良品の境界線を示す限度見本の活用
- 定期的な基準の見直し
操作手順の整備
外観検査の一貫性と信頼性を確保するためには、標準操作手順書(SOP)の作成と継続的改定が必要です。適切に文書化された手順は、検査員の訓練や日常業務の指針となります。
なお、標準操作手順書(SOP)とは「Standard Operating Procedure」の略称であり、業務や作業を安全かつ効率的に実施するための指示書です。誰が実施しても同じ品質と結果が得られるように、作業手順や方法を標準化し、記載しています。
標準操作手順書は、必要な事項が明確に網羅されており、常に最新版に改定されていること、また、すぐに閲覧可能な状態にあることが求められます。
操作手順整備のポイントは以下の4つです。
- 詳細な検査手順の文書化
- 異常発見時の対応フロー
- 視覚的補助資料の作成
- 定期的な見直しと更新
バリデーション・メンテナンス
外観検査システム(特に自動検査装置やAIシステム)の信頼性を確保するためには、適切なバリデーションとメンテナンスが必要です。
バリデーションのポイントは以下の3つです。

メンテナンスのポイントは以下の4つです。
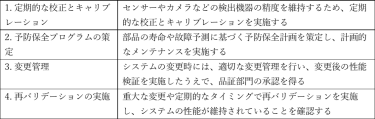
キャリブレーションの間隔が空きすぎると、問題発生時に前回の実施時点まで遡って再試験が必要となり、膨大な作業が発生する恐れがあります。
また、再バリデーションを実施する際は、システム性能の維持だけでなく、製品品質への影響がないことも確認する必要があります。
外観検査を成功させるためのポイント
ここからは、外観検査を成功させるための具体的な方法やポイントを解説します。主なポイントは次の通りです。
- 検査基準の明確化と共有
- 検査員の教育と訓練
- 照明・作業環境の最適化
- 検査工程の標準化とバリデーション
- 自動検査装置の導入と検討
以下で、それぞれのポイントについて紹介します。
検査基準の明確化と共有
外観検査を効果的に実施するためには、明確な検査基準を設定し、それを関係者全員に周知・徹底することが重要です。実践のポイントは以下の通りです。
検査員の教育と訓練
目視検査の精度は、検査員の技能に大きく依存します。継続的な教育と訓練により、検査精度の向上と均一化を図ることが重要です。実践のポイントは以下の通りです。
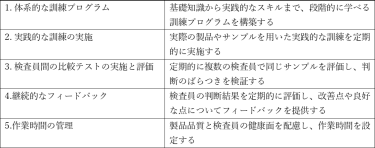
検査員の評価判定が均一化される体制作りは大切ですが、計画的なプログラミングで一定期間訓練する必要があり、企業には人材の確保と充実した教育プログラムの設定が求められます。
また、検査員は目を酷使するため一定時間での交代や休憩などの配慮も欠かさずに行いましょう。
照明・作業環境の最適化
外観検査の精度は、照明条件や作業環境に大きく影響されます。検査対象の特性に合わせた環境の最適化が重要です。実践のポイントは以下の通りです。
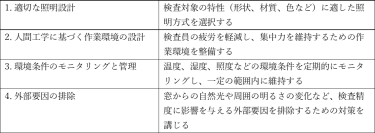
検査員の集中力を維持するための作業環境を整備する際は、特に室温、換気、作業スペース、人員配置などに気を配ると良いでしょう。
検査工程の標準化とバリデーション
外観検査工程の標準化とバリデーションは、検査結果の信頼性を確保するために不可欠です。特に製薬業界では、規制要件への適合性を示すためにも重要です。
実践のポイントは以下の通りです。
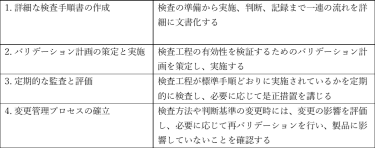
バリデーションとは、工程・製法・作業の恒常性を証明するためのプロセスです。プロトコール(規定・計画)に沿った結果が得られていることを確認し、内容を文書化した後、その文書を再確認して承認することで、はじめて有効となります。
自動検査装置の導入と検討
製造規模の拡大や品質要求の高度化に伴い、自動検査装置の導入を検討する企業が増えています。導入に際しては、自社の状況に適したシステム選定と段階的な導入が重要です。
実践のポイントは以下の通りです。
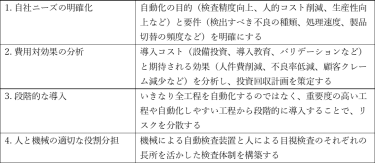
IT・AIの進歩に伴い自動検査機の精度は一層向上しており、大大量生産される製剤などへの有効活用が期待されます。ただし、小規模な製造ではコスト面の制約から人手に頼るケースも多く、現時点では完全な無人化の実現は困難です。
そのため、運用や品質管理を担う人材の確保と育成が求められます。
最新の外観検査ソリューションに触れるなら「インターフェックスWeek」へ
インターフェックスWeekは、医薬品・化粧品の研究・製造に関する多様な製品やサービスが出展される、RX Japan主催の展示会です。AIやディープラーニングを活用した自動外観検査装置など、製薬業界向けの最新外観検査技術の動向を把握する上で有益な機会となっています。
会場では、実機やデモを見ながら技術相談ができる他、出展企業による技術セミナーも開催されており、最新技術やその活用方法について具体的な情報を得ることが可能です。業界の最新情報に直接触れられるため、若手社員や新人の教育の場としても有用です。
医薬品や化粧品メーカーとの出会い・ビジネスが活発に創出される場でもあります。検査に関する課題解決・関連製品の導入検討で来場される専門家も多いため、関連製品やサービスを提供している企業様は、ぜひ出展も検討してみてはいかがでしょうか。
「インターフェックスWeek」の開催地・日程について以下にまとめます。
■インターフェックスWeek東京
2026年5月20日(水)~22日(金) 幕張メッセ 開催


■インターフェックスWeek大阪
2026年9月30日(水)~10月2日(金) インテックス大阪 開催
外観検査は製品の品質と信頼を守る
外観検査は製薬業界において、製品品質を保証し、患者の安全を確保するための重要な工程です。目視検査と自動検査のそれぞれの特徴やメリット・デメリットを理解し、適切に使い分けることが求められます。
高品質な医薬品を安定的に供給し、患者の健康に貢献するために、製薬企業は外観検査への理解を深め、継続的な改善に取り組むことが求められます。
RX Japan主催の「インターフェックスWeek」は、医薬品・化粧品の製造に関する多様な製品やサービスが出展される、日本最大級の展示会です。会場では、様々な分野の専門家や企業担当者と情報を共有し、技術相談や商談を行うこともできます。
医薬品業界についての知見を深めたい方や、関連製品・サービスを提供している企業のご担当者は、ぜひインターフェックスWeekへの来場・出展をご検討ください。

▶監修:橋本 光紀
医薬研究開発コンサルテイング 代表取締役
九州大学薬学部修士課程修了後、三共株式会社の生産技術所に入社し研究に従事。その後、東京工業大学で理学博士号を取得し、M.I.T.Prof.Hecht研・U.C.I.Prof.Overman研へ海外留学。
1992年よりSankyo Pharma GmbH(ドイツ、ミュンヘン)研究開発担当責任者となり、2002年には三共化成工業(株)研究開発担当常務取締役となる。
2006年に医薬研究開発コンサルテイングを設立し、創薬パートナーズを立ち上げ現在に至る。
▼この記事をSNSでシェアする